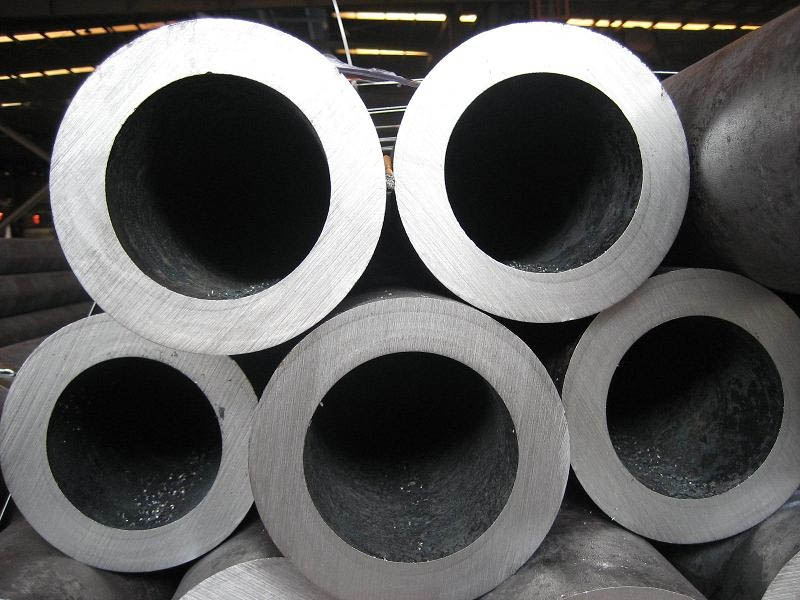
Thick wall steel pipe manufacturer’s stock

The biggest difference between thick wall steel pipe and thin wall steel pipe lies in the thickness of steel pipe wall. Generally speaking, thin wall steel pipes are cold drawn technology, while thick wall steel pipes are generally hot rolled technology. If it is distinguished by measurement unit, it is generally considered that wall thickness / pipe diameter equal to 0.05 is the watershed between thick wall steel pipe and thin wall steel pipe, The thin-walled steel pipe with wall thickness / pipe diameter less than 0.05 and the thick-walled steel pipe with diameter greater than 0.05. In terms of application, the thin-walled steel pipe is mostly used on the pipe. The thick wall steel pipe is mostly used in the blank of hollow parts. Used on pressure bearing and important pipelines.
Commonly used materials in China are: 10#, 20#, 45#, 42CrMo, 36crmo, 40Cr, 20Cr, 15CrMo, 12Cr1MoV, Q235A, Q235B, 0Cr13, 1Cr17, 00cr19ni11, 1Cr18Ni9, 0cr18ni11nb, Q345A, Q345B, Q345C, L245, L290, X42, X46, X70, X80.
When welding thick wall steel pipes, first clean the oil, paint, water, rust, etc. at the welded junction, and then make grooves according to the wall thickness. The thick ones will be opened larger and the thin ones will be opened smaller (angle grinder), and then the gap between the products, which is generally 1-1.5 times the diameter of the welding rod or welding wire. If the groove is accidentally opened larger, it can be reserved smaller. Spot welding shall be carried out at least at three points. Generally, it is easier to work at four points. When welding, it should be half welded. The starting point should be about 1 cm above the bottom point, so that the joint can be made from the opposite side. If the steel pipe wall is thick, it should be layered, at least two layers. The second layer can be welded only after the first layer is welded in a whole circle.
Round tube blank → heating → piercing → three roll cross rolling, continuous rolling or extrusion → pipe stripping → sizing (or reducing) → cooling → straightening → hydrostatic test (or flaw detection) → marking
When the wall thickness of steel pipe is not more than 12.5mm, the weld reinforcement is not more than 3.0mm; When the wall thickness of steel pipe is greater than 12.5mm, the weld reinforcement shall not be greater than 3.5mm.
The steel pipe with nominal outer diameter no more than 168.3mm shall be straight or according to the bending index agreed by the supplier and the buyer.
For steel pipes with nominal outer diameter greater than 168.3mm, the curvature shall not be greater than 0.2% of the total length of the steel pipe.
For the steel pipe with wall thickness greater than 4mm at the pipe end, the pipe end can be processed with a groove of 30 ° + 5 ° 0 °, a root of 1.6mm ± 0.8mm, and the pipe end slope is less than or equal to 5mm.





